
РЕФЕРАТ. В статье рассмотрена технология применения устройства “ЭКОФОР” при помоле цемента в валковых мельницах высокого давления и в помольной системе с мельницей замкнутого цикла. На примерах производственных испытаний показана эффективность работы устройства «ЭКОФОР», обеспечивающего прирост производительности 5,1-14,1% при подключении устройства к валкам и 15,2-22,4% при его подключении к валкам и мельнице.
Замкнутые системы помола, которые начали внедряться на цементных заводах в последние годы существования СССР, в настоящее время используются на российских заводах более широко на базе сепараторов производства западных фирм. Такие системы позволяют производить цементы высокого качества, при этом удельный расход электроэнергии снижается в среднем с 45-50 до 35-38 кВт*ч/т цемента. Существующие строительные конструкции цехов помола цемента, как правило, позволяют произвести такую модернизацию. Однако технический прогресс систем помола уже последние двадцать лет предлагает менее энергозатратные решения с удельным расходом до 28 кВт-ч/т при использовании измельчительных валков высокого давления или вертикальных роликовых мельниц. При проектировании и строительстве новых цементных заводов России следует использовать такие прогрессивные решения. При этом целесообразно учесть, что они так же, как и шаровые мельницы, подлежат интенсификации по технологии, разработанной и внедряемой ЗАО «ЭКОФОР»
Помол цемента только упрощенно можно отнести к механическому процессу. Фундаментально он описывается положениями физикохимической механики, разработанной академиком П. А. Ребиндером. Именно в Институте физической химии АН СССР обосновывался коллоидно-электрохимический механизм, распространяющийся и на твердые дисперсные системы. Там же академик Б. Б. Дерягин развил теорию сил адгезии, в которой выделял электростатическую составляющую. То есть с точки зрения фундаментальной науки наличие электрофизикохимических процессов в дисперсных системах не вызывает сомнения. Но, когда в 1996 году группой изобретателей было предложено процесс помола цемента рассмотреть с электрофизических позиций, и был предложен также электрофизический способ его интенсификации [1], это вызвало у некоторых специалистов сомнения, вплоть до неприятия. Тем не менее, фазовые контакты неизбежно развиваются в клинкере при спекании с образованием кристаллических, смешанных соединений и стеклообразной фазы. В результате развивается твердая, коллоидная, частично пористая, диэлектрическая структура. Такая неоднородная дисперсная система, с наличием огромного количества двойных электрических слоев на границах раздела фаз, подлежит значительной структурной электрической поляризации при силовом воздействии. В результате ее противодействия не достигается возможная размалываемость материала, имеет место его агломерация и налипание порошка на мелющие поверхности. Нами было предложено рассматривать эти электрофизические проявления как составляющую силы сопротивления материала его измельчению и нейтрализовать их, увеличив деполяризацию материала запатентованным устройством, названным «ЭКОФОР», дополнительно к самопроизвольному действию коронного разряда и обычного электрического заземления помольного оборудования. К настоящему времени количество таких устройств, внедренных в 17 странах мира, приближается к двумстам. Причем они работают не только на обычных шаровых мельницах открытого цикла, но и замкнутого [2], а также на валках высокого давления [3].

Технология измельчения в валках высокого давления была запатентована в Германии профессором Шонертом в 1986 году. В настоящее время в мире используются уже более 600 таких установок. Основными производителями этого оборудования являются фирма KHD Humboldt Wedag, которая выпускает валки высокого давления под названием “роллер-пресс” производительностью от 50 до 1400 т/ч, и фирма Polysius, выпускающая подобное оборудование под торговой маркой POLYCOM. В России на ОАО “Волгоцеммаш” освоен выпуск пpecc-валковых измельчителей на 50 и 100 т/ч.

Принципиальным в этом оборудовании является то. что измельчение происходит в слое материала между рифлеными, вращающимися в противоположных направлениях валками (рис. 1). один их которых – подвижный – обеспечивает сжимающее усилие до 32 МН за счет гидравлической системы.
Первоначально они использовались для обеспечения предварительного измельчения по открытому циклу без сепарации пластинок раздавленного материала. Пластинки после валков поступали на дезагломератор и далее в мельницы замкнутого цикла. При этом достигалось снижение общего потребления электроэнергии на 20%. Такие системы встретились нам при испытаниях устройств “ЭКОФОР” на заводах Греции – Titan Kamari, Испании – Lalarge Aslant), Канады – Ciment Quebec, Южной Кореи – Sungshin Cement. При подключении устройства «ЭКОФОР» к валкам, например, на Ciment Quibec, питающим три старые цементные мельницы суммарной производительностью 89 т/ч, она была повышена на 8%.
Эти системы валков первого поколения ещё не были снабжены достаточно полной системой автоматизации, имели значительный. неравномерный износ рабочей поверхности валков. Однако фирмы-производители провели большую исследовательскую и конструкторскую работу по продлению срока службы валков до 15-20 тыс ч
В дальнейшем наши работы были продолжены на комбинированных системах помола, в которых валки высокого давления работают совместно со статическими или динамическими сепараторами (рис. 2) и выдают более качественный полупродукт на шаровые мельницы замкнутого цикла. При этом коэффициент циркуляции материала для таких систем в 1,5-2 раза выше, чем для шаровых мельниц. В случае использования после валков дезагломерации и динамической сепарации полупродукт часто подают сразу на вход динамического сепаратора шаровой мельницы, для исключения загрузки ее уже готовым цементом. В этом случае после второго сепаратора недомолотый материал поступает в мельницу как сумма грубой части полупродукта и крупки из мельницы.
У этой в целом эффективной и добротной конструкции имеется принципиально неустранимый недостаток – в валках высокого давления невозможно использовать широко применяемые за рубежом жидкие интенсификаторы помола. Это ограничивает возможности таких систем помола в целом, поскольку процесс в одном элементе системы – шаровой мельнице интенсифицируется, а в другом нет. Ведь измельчение в валках идет в весьма ограниченном, энергонапряженном пространстве, в котором отсутствует имеющееся в шаровой мельнице перемешивание продуктов, и равномерное, эффективное распределение интенсификаторов в измельчаемом материале в них невозможно.
Этот недостаток валков высокого давления устраняется использованием устройства «ЭКОФОР», подключенного, в соответствии с рис 3. параллельно к корпусам обоих планетарных редукторов, непосредственно связанных с измельчительными валками.

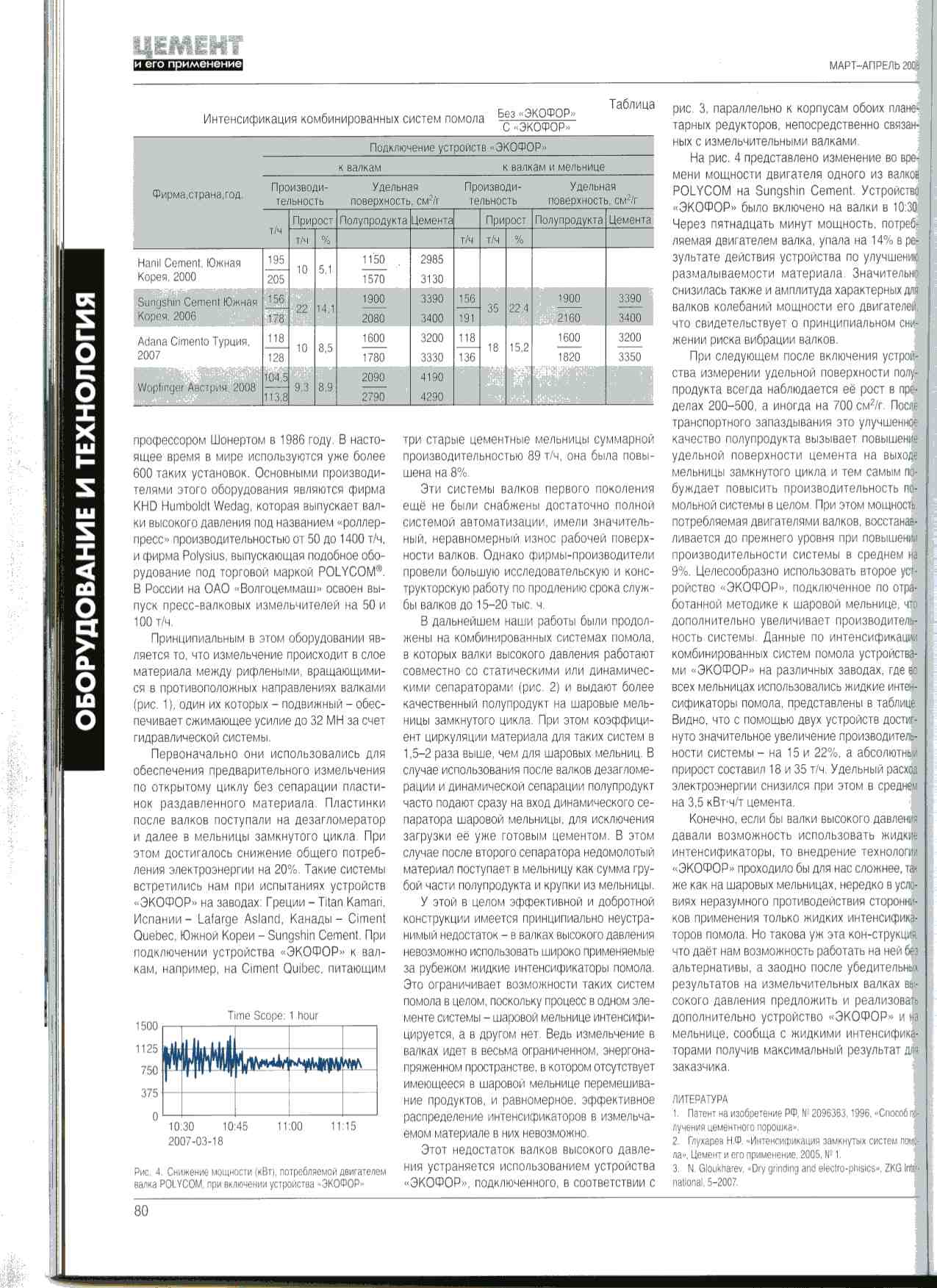
На рис. 4 представлено изменение во времени мощности двигателя одного из валков POLYCOM на Sungshin Cement. Устройства “ЭКОФОР” было включено на валки в 10:30 Через пятнадцать минут мощность, потребляемая двигателем валка, упала на 14% в результате действия устройства по улучшению размалываемости материала. Значительно снизилась также и амплитуда характерных для валков колебаний мощности его двигателей, что свидетельствует о принципиальном снижении риска вибрации валков.
При следующем после включения устройства измерении удельной поверхности полупродукта всегда наблюдается ее рост в пределах 200-500, а иногда на 700 см2/г. После транспортного запаздывания это улучшенное качество полупродукта вызывает повышение удельной поверхности цемента на выходе мельницы замкнутого цикла и тем самым побуждает повысить производительность помольной системы в целом. При этом мощность потребляемая двигателями валков, восстанавливается до прежнего уровня при повышении производительности системы в среднем на 9%. Целесообразно использовать второе устройство “ЭКОФОР”, подключенное по отработанной методике к шаровой мельнице, дополнительно увеличивает производительность системы. Данные по интенсификации комбинированных систем помола устройствами «ЭКОФОР» на различных заводах, где во всех мельницах использовались жидкие интенсификаторы помола, представлены в таблице. Видно, что с помощью двух устройств достигнуто значительное увеличение производительности системы – на 15 и 22%, а абсолютный прирост составил 18 и 35 т/ч. Удельный расход электроэнергии снизился при этом в среднем на 3,5 кВт*ч/т цемента.
Конечно, если бы валки высокого давления давали возможность использовать жидкие интенсификаторы, то внедрение технологии “ЭКОФОР» проходило бы для нас сложнее, так же как на шаровых мельницах, нередко в условиях неразумного противодействия сторонников применения только жидких интенсификаторов помола. Но такова уж эта конструкция, что даёт нам возможность работать на ней без альтернативы, а заодно после убедительных результатов на измельчительных валках сокого давления предложить и реализовать дополнительно устройство “ЭКОФОР” и на мельнице, сообща с жидкими интенсификаторами получив максимальный результат для заказчика.