

РЕФЕРАТ. В статье рассматривается принцип работы устройства «ЭКОФОР» и дан анализ технологической схемы с его использованием. Приведены результаты работ по внедрению этого устройства и показана эффективность его применения.
Трудности сухого помола
Процесс помола цемента имеет известные трудности, которые влияют как на объем и качество выпускаемой продукции, так и на энергопотребление. Эти трудности носят как субъективный, так и Объективный характер.
К первым относятся нестабильность качества клинкера, несовершенство его хранения, отсутствие надежных весовых дозаторов и сепараторов, неоптималиная конструкция бронефутеровки и межкамерных перегородок, а также дефицит рационального ассортимента мелющих тел. Эти трудности преодолеваются усилиями заводских специалистов путем внедрения современных холодильников, организацией сушки добавок, впрыскиванием воды в разгрузочную часть мельницы, установкой весовых дозаторов и сепараторов, а также использованием мелющих тел оптимального ассортимента.
К трудностям объективного характера относятся принципиально свойственные процессу сухого помола агломерация мелких частиц, налипание их на мелющие тела, высокий износ этих тел, недостаточная текучесть цемента.
Агломерация цементного порошка, мешающая выходу его из мельницы, неизбежно усугубляется вследствие одновременного помола материалов различной размалываемости, таких как клинкер, гипс, шлак и других материалов. Ради того, чтобы достичь необходимой тонины измельчения трудно размалываемых составляющих цемента, производится перемол его легче размалываемых частей. Особенно это характерно для открытых циклов помола, когда все, что выходит из мельницы, должно быть цементом, в отличие от замкнутого цикла, где сепаратор решает задачу разделения частиц, отправляя крупные на повторный помол, и где агломерация также наблюдается, но в меньшей степени.
Налипшая на мелющие тела оболочка демпфирует удары, снижает эффективность помола. Налипание усиливается при выпуске цементов высоких марок, а также при повышенной температуре клинкера, а при ее сверхкритических значениях приводит к обезвоживанию природного гипса. Применение же обезвоженного гипса при производстве цемента еще больше затрудняет помол и приводит к снижению качества продукции.
Для мелющих тел отечественного производства характерен высокий износ, а недостаточная текучесть цемента снижает производительность пневмокамерных насосов и тем самым ограничивает потенциальные возможности мельниц, а также увеличивает время погрузки цемента.
Первыми средствами, которые использовались еще с 30-х годов прошлого века для уменьшения роли этих объективно существующих негативных явлений, были интенсификаторы помола, среди которых лидирующее место занимает триэтаноламин. А с 1995 г. появилось новое дополнительное или альтернативное средство для интенсификации работы мельниц – устройства – “ЭКОФОР” [1].
Сущность технологии «ЭКОФОР»
Технология “ЭКОФОР” базируется на электрофизических явлениях, которые сопровождают любые изменения состояния веществ в природе, в частности и при помоле цемента Несколько лет назад нами было предложено взглянуть на этот процесс с позиций физики диэлектриков |2]. Были проанализированы составляющие сопротивления материала помолу и выделены их электростатические проявления. Клинкер, кристаллические составляющие которого имеют ионно-ковалентное строение, а также гипс, шлак и другие добавки являются диэлектриками.

Большая же часть кристаллических материалов поляризуется – приобретает электрические заряды под действием механических сил и является пьезоэлектриками с различном степенью пьезоактивности.
Электризация измельчаемых в мельнице материалов происходит во время ударов и в результате трения частиц, когда разрываются молекулярные связи. Причиной агломерации мелких частиц материала являются электростатические силы, развиваемые их разнополярными электрическими зарядами. Сила адгезии, которая является причиной налипания мелкого порошка на мелющие тела с образованием твердой оболочки, также имеет электростатическую составляющую. Износ мелющих тел происходит по их поверхности в местах перемежающихся скоплений дислокаций кристаллической структуры металла, которые тоже несут на себе электрические заряды. Текучесть цемента снижается как вследствие электростатического сцепления мелких частиц и уменьшения их взаимного скольжения, так и адгезии на поверхностях транспортного тракта. Таким образом существуют негативные проявления свободных электрических носителей, которые создают объективные трудности при помоле. Несмотря на заземление мельницы, часть свободных носителей заряда не может уйти в землю и остается на материале, потому что заземление может принять и нейтрализовать только ограниченное их количество. Действие свободных носителей заряда можно рассматривать как реакцию материала на энергетическое, в данном случае силовое воздействие. Материалы, поступающее в производство, стремятся сохранить состояние термодинамического равновесия. Они сопротивляются измельчению, но с помощью силового воздействия это сопротивление подавляется. Нам удалось нейтрализовать действие свободных электрических зарядов при помоле, т. е, снизить реакцию измельчаемого материала, ослабить его противодействие и получить необходимые технологические преимущества На рис. 1 представлена в общем виде схема технологии «ЭКОФОР». Она, так же как и технология применения ПАВ, относится к электронейтрализующим. Так, триэтаноламин, являясь анионоактивным ПАВ, диссоциирует в водном растворе с образованием отрицательно заряженных углеводородных радикалов, ориентированных на нейтрализацию положительно заряженных частиц цемента. Технология “ЭКОФОР” – обеспечивает активную электронейтрализацию свободных электроносителей путем инициирования деполяризации измельчаемого материала. Технология применения ПАВ является реагентной и расходной, а технология «ЭКОФОР» требует только разовых затрат и более рентабельна. Устройство «ЭКОФОР нейтрализует свободные электрические носители, не нейтрализованные заземлением и действием ПАВ, если они используются. Таким образом дополнительно снижаются электростатические проявления в ходе помола и устраняются их негативные последствия.
Динамика улучшения зависит от наличия оболочки на поверхности мелющих тел до подключения устройства Так, если она имеется, то после подключения устройства мельница должна поработать с устройством 8… 12 часов без изменения подачи материала, тем самым дать возможность мелющим телам начать очищаться и образовать вероятностную металлическую токопроводящую связь между измельчаемым материалом и входом устройства «ЭКОФОР». При этом остаток материала на сите в первые часы может увеличиться, что связано с очисткой от твердой оболочки выходной диафрагмы и части мелющих тел, находящихся рядом с ней. Через несколько часов рост остатка материала на сите прекратится. Полная очистка мелющих тел происходит не ранее трех дней работы, а иногда в связи с крайне тяжелыми условиями помола достижимой является лишь «рябая» их поверхность, однако, достаточная для отвода зарядов
При использовании ПАВ или выпуске цемента с добавкой шлака мелющие тела, как правило, не имеют оболочки даже у разгрузочной части. В этом случае уже в течение первого часа после включения устройства происходит разрушение агломератов и залповый вынос составляющих их мелких частиц из мельницы.
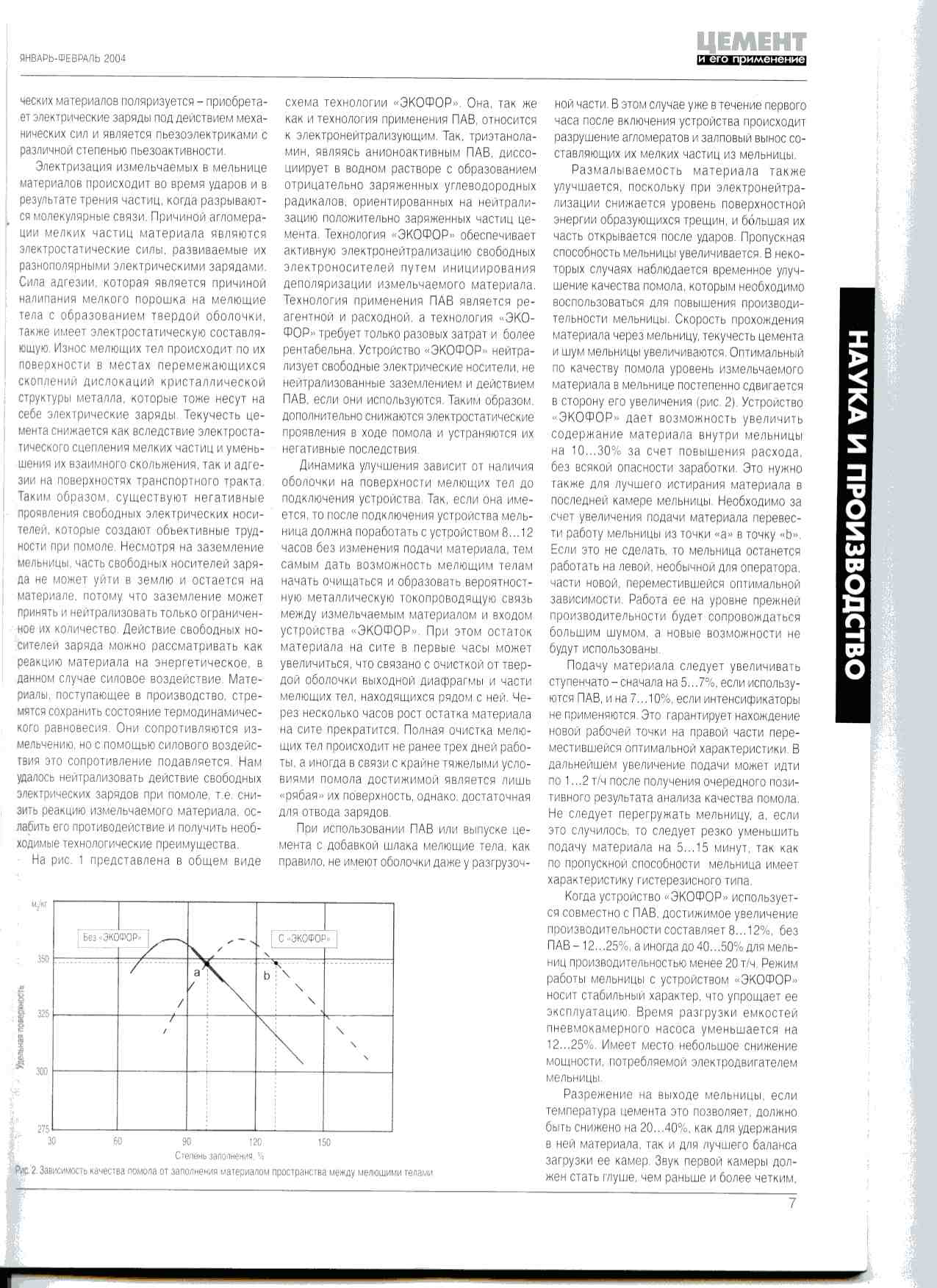
Размалываемость материала также улучшается, поскольку при электронейтрализации снижается уровень поверхностной энергии образующихся трещин, и большая их часть открывается после ударов. Пропускная способность мельницы увеличивается. В некоторых случаях наблюдается временное улучшение качества помола, которым необходимо воспользоваться для повышения производительности мельницы. Скорость прохождения материала через мельницу, текучесть цемента и шум мельницы увеличиваются. Оптимальный по качеству помола уровень измельчаемого материала в мельнице постепенно сдвигается в сторону его увеличения (рис 2). Устройство “ЭКОФОР” дает возможность увеличить содержание материала внутри мельницы на 10…30% за счет повышения расхода, без всякой опасности заработки. Это нужно также для лучшего истирания материала в последней камере мельницы. Необходимо за счет увеличения подачи материала перевести работу мельницы из точки «а» в точку «б». Если это не сделать, то мельница останется работать на левой, необычной для оператора, части новой, переместившейся оптимальной зависимости. Работа ее на уровне прежнем производительности будет сопровождаться большим шумом, а новые возможности не будут использованы.
Подачу материала следует увеличивать ступенчато – сначала на 5.. .7%. если используются ПАВ, и на 7… 10%. если интенсификаторы не применяются. Это гарантирует нахождение новой рабочей точки на правой части переместившейся оптимальной характеристики В дальнейшем увеличение подачи может идти по 1 …2 т/ч после получения очередного позитивного результата анализа качества помола. Не следует перегружать мельницу, а. если это случилось, то следует резко уменьшить подачу материала на 5…15 минут, так как по пропускной способности мельница имеет характеристику гистерезисного типа.
Когда устройство «ЭКОФОР» используется совместно с ПАВ, достижимое увеличение производительности составляет 8…12% без ПАВ-12…25%. а иногда до 40…50% для мельниц производительностью менее 20 т/ч. Режим работы мельницы с устройством “ЭКОФОР” носит стабильный характер, что упрощает ее эксплуатацию. Время разгрузки емкостей пневмокамерного насоса уменьшается на 12…25% . Имеет место небольшое снижение мощности, потребляемой электродвигателем мельницы.

Разрежение на выходе мельницы, если температура цемента это позволяет, должно быть снижено на 20…40%, как для удержания в ней материала, так и для лучшего баланса загрузки ее камер. Звук первой камеры должен стать глуше, чем раньше и более четким, металлическим в последней.
Поставки устройств “ЭКОФОР” на цементные заводы стран СНГ
| Завод | Гол поставки | Вид продукции | Цикл помола | ПАВ | Производигельноть, т/ч | ||
| до ЭКОФОРа | с ЭКОФОРом Увеличение, % | ||||||
| ОАО “Невьянским цементник” | 2001-2003 | ПЦ400-Д20 | замкнутый | нет | 73.8 | 83.5 – 87,7 | 16.0 |
| ОАО “Горнозаводскцемент” | 2001-2002 | ПЦ500-Д0 | замкнутый | нет | 75.0 | 86.2 | 15.0 |
| ОАО Вольскцемент | 2002 | ПЦ400-Д20 | открытый | нет | 49 0 – 52.0 | 57.8 | 14.0 |
| АООТ “Кантский цементно-шиферный комбинат” | 2002-2003 | ПЦ400-Д20 | открытый | нет | 60.0 | 72.0 | 20.0 |
| ОАО “Бухтармииская цементная компания» | 2003 | ГЦ500-Д0 | открытый | да | 18.9 | 22.9 | 21.0 |
| ОАО “Новотроицкий цементный завод” | 2003 | ПЦ400-Д20 | открытый | нет | 14.4 | 21.6 | 50.0 |
| ОАО Красносельск-строиматериалы” | 2003 | ПЦ500-Д0 | открытый | нет | 50.6 | 60.0 | 18.5 |
| ПЦ500-Д20 | 50.0 | 56.0 | 12.0 | ||||
| ОАО «Искитимцемент» | 2003 | ПЦ400-Д0 | открытый | снят | 40.0 | 40,0 | – |
| АО “Кувасайцемент- | 2003 | ПЦ400-Д20 | открытый | нет | 26.0 – 28.7 | 30.3 – 33,9 | 16.0 |
| ООО “Топкинскии цемент” | 2003 | ПЦ500-Д0 | открытый | да | 49.6 | 52.9 | 6.7 |
| ОАО “Сухоложскцемент” | 2003 | ПЦТ 1 – 50 | открытый | да | 36,0 | 39.0 | 9.5 |
Износ мелющих тел при применении устройств “ЭКОФОР” снижается в 2-3 раза в результате уменьшения вероятности встреч дислокации их кристаллической структуры При этом количество дефектов поверхности мелющих тел уменьшается и происходит ее упрочнение. С этим связано длительное последействие устройств. В отличие от ПАВ после прекращения подачи которых производительность мельниц падает в течение часа, последействие устройств “ЭКОФОР” длится несколько суток, пока не износится упрочненная поверхность мелющих тел.
«ЭКОФОР» на цементных заводах СНГ
С 1996 г. мы внедряем нашу технологию, которая защищена не только патентами России, но также США, Европы, Китая, на многих цементных заводах зарубежных стран [3]. А за последние годы мы являемся свидетелями подъема отечественной цементной промышленности. видим во время командировок целенаправленную работу заводских специалистов по всему спектру проблем их заинтересованность в достижении результатов. Мы стараемся внести и свой вклад в этот процесс. По состоянию на конец 2003 г. устройства “ЭКОФОР” работают на восьми цементных заводах России, а также на заводах Белоруссии, Киргизии, Казахстана и Узбекистана (таблица).
В связи с повышением производительности цементных мельниц оснащенных устройствами “ЭКОФОР”удельное потребление электроэнергии при помоле тонны цемента снижается в среднем на 5…7 кВт*ч. Появляется возможность либо увеличить выпуск цемента, либо экономить электроэнергию за счет сокращения рабочего времени мельниц, создать предпосылки для улучшения проведения регламентных работ с оборудованием.
При этом преимущества нашей технологии не ограничиваются только энергосбережением. На каждом заводе, использующем наши устройства, находят еще и другие, интересующие их особенности.
На ОАО “Невьянский цементник” кроме обычного подключения устройства к цапфе выходного подшипника, использовалось подключение второго устройства к цапфе входного подшипника. Это позволило усилить также и первую камеру, уверенно работать с клинкером повышенной влажности находящимся вне шатрового склада.
На ОАО “ГорнозаводскцеменТ” отметили улучшение эффективности работы сепаратора при подключении устройства “ЭКОФОР”.
На ОАО “Вольскцемент” специалисты завода путем локальной модернизации мельницы. в том числе и с использованием “ЭКОФОР” получили при выпуске цемента ПЦ 500 ДО такую же производительность, что и на аналогичной мельнице, но прошедшей капитальную модернизацию с переоснащением ее импортными бронеплитами, шарами и диафрагмой.
Улучшение текучести цемента отмечено на ОАО “Вольскцемент” ОАО “Новотроицкий цементный завод” ОАО “Искитимцемент “.
На упрочнение мелющих тел обратили внимание на ООО “Топкинский цемент” – поверхностная твердость увеличилась с 49 до 52 НRСэ.
На ОАО “Сухоложскцемент” устройства ЭКОФОР- удачно дополнили заводские мероприятия по улучшению процесса помола. на повышенном уровне производительности мельницы работают исключительно стабильно.
Цементные заводы работают уже в условиях конкуренции, а которых качество продукции выходит на первый план. Каждый завод выпускает все больше цементов высоких марок и специальных цементов, в том числе сульфатостойких и тампонажных. Качество имеет значение и при поставках цемента на экспорт. Наша технология вносит вклад и в повышение качества цемента.
ОАО “Красносельскцемент” при помоле цементов европейских марок СЕМ 11 /А-S 32.5R и CEM1 42.5N с использованием устройств ЭКОФОР увеличило удельную поверхность в среднем на 140 см2/г при сохранении стабильной средней производительности. При помоле же цемента ПЦ 500 ДО удельная поверхность увеличена на 380 см2/г при увеличении средней производительности на 18.6%, а прочность цемента в возрасте 28 суток увеличилась при изгибе на 5,7%, при сжатии , на 5,2%.
Внедрение технологии “ЭКОФОР” происходит без остановки оборудования, монтаж устройств занимает не более 2-3 часов, проводится обучение машинистов.
По поставляемым с 1996 г устройствам мы не имеем рекламаций, что свидетельствует об их высокой надежности.
По отзывам с заводов такое универсально действующее устройство окупается за один – три месяца Оно помогает преодолевать объективно существующие трудности помола, превращая шаровую мельницу из надрывно работающего агрегата с хроническими заболеваниями в агрегат оздоровленный, омоложенный, на большее способный, поскольку используется современное средство пролонгированного действия – устройство «ЭКОФОР».