
РЕФЕРАТ. В статье приведены результаты промышленных исследований по применению устройства «Экофор», обеспечивающего повышение показателей работы вращающихся печей и мельниц сухого измельчения при сокращении расхода топлива и энергозатрат.
Введение
Экономия энергии при обжиге клинкера и помоле в производстве цемента особенно актуальна в условиях повышения тарифов на топливо и электроэнергию. К сожалению, преимущественное использование в России мокрого способа производства и открытых систем помола не способствует радикальному энергосбережению. Требуются значительные, отсутствующие в настоящее время, капиталовложения для перевода заводов на отработанную схему с использованием до 40% вторичного топлива. Появление в скором будущем на наших заводах малоэнергоёмких вертикальных роликовых мельниц также маловероятно. Хорошо,
что наметилась тенденция оснащения отечественных цементных мельниц сепараторами. В целом, трудно предполагать, что в скором времени технический уровень наших цементных производств станет современным. В этих условиях внедрение быстроокупаемых отечественных инноваций приобретает решающее значение.
Идеология «ЭКОФОР»
ЗАО «ЭКОФОР» вносит вклад в разработку энергосберегающих технологий на основе новой идеологии. Дополнительный результат мы получаем не за счёт увеличения внешнего по отношению к перерабатываемому материалу энергетического фактора, например,
теплового или силового, а за счет уменьшения реакции материала на это воздействие, т.е. не энергозатратным, а энергосберегающим образом.
Материалы, поступающие в цементное производство, находятся в состоянии термодинамического и электромагнитного равновесия и стремятся сохранить его. При термической и механической обработке они неизбежно электризуются, появляются или активируются электроносители, действие которых тормозит и ухудшает ход технологического процесса. Это действие можно рассматривать как составляющую реакции материала на энергетическое воздействие. Для процессов спекания клинкера и сухого помола «ЭКОФОРу» удалось нейтрализовать действие свободных электроносителей, т.е. снизить реакцию материала, ослабить его противодействие и тем самым достичь снижения удельных затрат энергии на производство продукции. Возможности технологии и устройств «ЭКОФОР» [1], [2] различных модификаций представлены на рис. 1.

Рис. 1. Возможности технологии «ЭКОФОР»
Обжиг клинкера

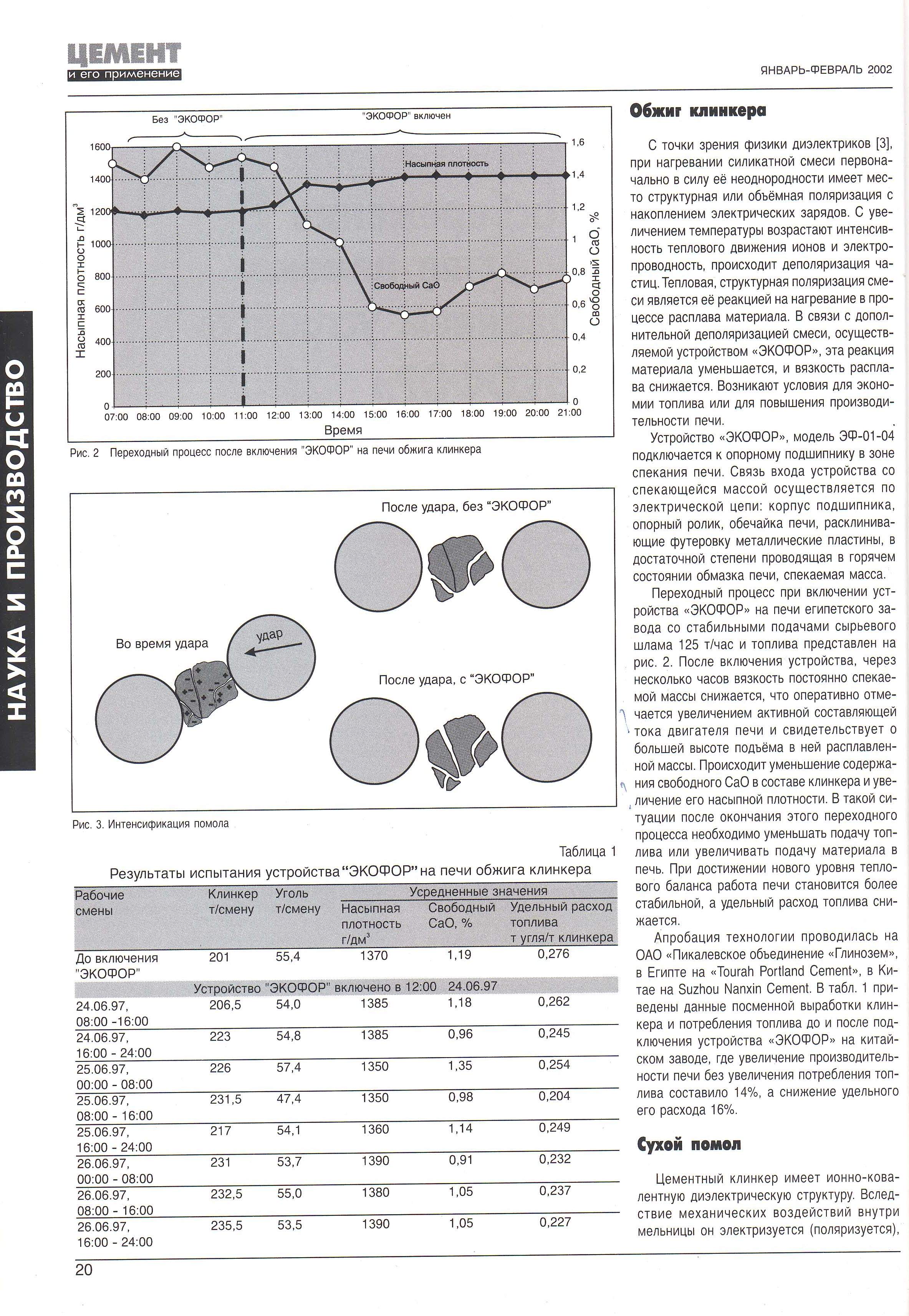
Рис. 2 Переходный процесс после включения “ЭКОФОР” на печи обжига клинкера

С точки зрения физики диэлектриков [3], при нагревании силикатной смеси первоначально в силу её неоднородности имеет место структурная или объёмная поляризация с накоплением электрических зарядов. С увеличением температуры возрастают интенсивность теплового движения ионов и электропроводность, происходит деполяризация частиц. Тепловая, структурная поляризация смеси является её реакцией на нагревание в процессе расплава материала. В связи с дополнительной деполяризацией смеси, осуществляемой устройством «ЭКОФОР», эта реакция материала уменьшается, и вязкость расплава снижается. Возникают условия для экономии топлива или для повышения производительности печи.
Устройство «ЭКОФОР», модель ЭФ-01-04 подключается к опорному подшипнику в зоне спекания печи. Связь входа устройства со спекающейся массой осуществляется по электрической цепи: корпус подшипника, опорный ролик, обечайка печи, расклинивающие футеровку металлические пластины, в достаточной степени проводящая в горячем состоянии обмазка печи, спекаемая масса.
Переходный процесс при включении устройства «ЭКОФОР» на печи египетского завода со стабильными подачами сырьевого шлама 125 т/час и топлива представлен на рис. 2. После включения устройства, через несколько часов вязкость постоянно спекаемой массы снижается, что оперативно отмечается увеличением активной составляющей тока двигателя печи и свидетельствует о большей высоте подъёма в ней расплавленной массы. Происходит уменьшение содержания свободного СаО в составе клинкера и увеличение его насыпной плотности. В такой ситуации после окончания этого переходного процесса необходимо уменьшать подачу топлива или увеличивать подачу материала в печь. При достижении нового уровня теплового баланса работа печи становится более стабильной, а удельный расход топлива снижается.
Апробация технологии проводилась на ОАО «Пикалевское объединение «Глинозем», в Египте на «Tourah Portland Cement», в Китае на Suzhou Nanxin Cement. В табл. 1 приведены данные посменной выработки клинкера и потребления топлива до и после подключения устройства «ЭКОФОР» на китайском заводе, где увеличение производительности печи без увеличения потребления топлива составило 14%, а снижение удельного его расхода 16%.
Таблица 1 – Результаты испытания устройства “ЭКОФОР” на печи обжига клинкера
| Рабочие
смены
|
Клинкер
т/смену
|
Уголь
т/смену
|
Насыпная
плотность г/дм3 |
Усредненные значения | |
| Свободный
СаО, % |
Удельный расход
топлива т угля/т клинкера |
||||
| До включения “ЭКОФОР” | 201 | 55,4 | 1370 | 1,19 | 0,276 |
| Устройство “ЭКОФОР” включено в 12:00 24.06.97 | |||||
| 24.06.97,
08:00 -16:00 |
206,5 | 54,0 | 1385 | 1,18 | 0,262 |
| 24.06.97,
16:00 – 24:00 |
223 | 54,8 | 1385 | 0,96 | 0,245 |
| 25.06.97,
00:00 – 08:00 |
226 | 57,4 | 1350 | 1,35 | 0,254 |
| 25.06.97,
08:00 – 16:00 |
231,5 | 47,4 | 1350 | 0,98 | 0,204 |
| 25.06.97, 16:00 -24:00 | 217 | 54,1 | 1360 | 1,14 | 0,249 |
| 26.06.97,
00:00 – 08:00 |
231 | 53,7 | 1390 | 0,91 | 0,232 |
| 26.06.97,
08:00 – 16:00 |
232,5 | 55,0 | 1380 | 1,05 | 0,237 |
| 26.06.97,
16:00 – 24:00 |
235,5 | 53,5 | 1390 | 1,05 | 0,227 |
Сухой помол
Цементный клинкер имеет ионно-ковалентную диэлектрическую структуру. Вследствие механических воздействий внутри мельницы он электризуется (поляризуется), появляется множество свободных электрических зарядов. Несмотря на то, что мельница заземлена, часть из них остается на материале, поскольку заземление может принять и релаксировать только определенное, ограниченное количество электричества. Как показано на рис.З, в результате взаимодействия свободных зарядов часть трещин, образовавшихся во время ударов, смыкается. Имеет место агломерация размолотых супертонких частиц и, очень часто, образование твердой, не способствующей помолу оболочки на мелющих рабочих поверхностях и перегородках. Таким образом, свободные электроносители снижают эффективность помола.
Ударная поляризация материала в мельнице является его реакцией на силовое воздействие. Устройство «ЭКОФОР», модель ЭФ-01-03 для снижения этой реакции производит активную электронейтрализацию свободных электроносителей путем инициирования деполяризации измельчаемого материала. Измельчаемый материал связан с устройством по распределенной электрической цепи через мелющие тела, броневые плиты, корпус и вал мельницы, корпус её выходного подшипника и вход устройства.
В результате деполяризации, в течение первого часа после включения устройства происходит разрушение агломератов и залповый вынос порошка из мельницы. Разма- лываемость материала улучшается, поскольку больше трещин открывается после ударов. Мельница начинает освобождаться от материала, становится более «прожорливой». Производительность её необходимо ступенчато увеличить на 12-25%, причем в большей степени при выпуске высоких сортов цемента. При этом без угрозы заработки мельница может и должна содержать большее, чем обычно, количество материала. Этим обеспечивается лучшее его истирание в последней камере в условиях деполяризации.
Несмотря на повышение производительности, мощность, потребляемая электродвигателем мельницы, несколько уменьшается, и в целом снижение удельного расхода электроэнергии достигает 11 -20%. Появляется возможность существенно сократить рабочее время мельницы, а, следовательно, и затраты электроэнергии.
Через три дня, в связи с нейтрализацией электростатической составляющей сил адгезии, происходит, как это показано на рис.4, полная очистка мелющих тел и перегородок от твердой налипшей оболочки. Улучшается текучесть цемента, уменьшается доля пере- измельченного, бесполезного для будущей прочности бетона, порошка. При этом водо- потребность и удельная поверхность или остаток на сите остаются в пределах допуска, поскольку доля эффективных фракционных составляющих увеличивается.

С 1997 г. ЗАО «ЭКОФОР» осуществляет экспортные поставки устройств, которые работают у заказчиков преимущественно в замкнутых системах помола [4], [5] производительностью до 350 т/час, с использованием привычных жидких интенсификаторов. При этом повышение производительности шаровых мельниц составляет 8-12%, вертикальных роликовых 4-7%. Южнокорейской фирмой Hanil Cement проведены независимые испытания технологии «ЭКОФОР», подтвердившие её эффективность [6].
Длительная эксплуатация устройств показала ещё одно преимущество технологии «ЭКОФОР». Так, по данным четырех лет использования устройств «ЭКОФОР» на Vassiliko Cement Works Ltd. (Кипр), износ мелющих тел марки «HARDALLOY» на двух помольных системах уменьшился с 25-40 г/т производимого цемента до 9-13 г/т, т.е. почти в три раза. Под воздействием наших устройств попутно производится электростатическая разрядка дислокаций, устраняются поверхностные дефекты мелющих тел, происходит их упрочнение. Следствием этого является длительное последействие устройства: после его отключения мельница продолжает несколько дней работать с улучшенными, медленно возвращающимися до прежнего уровня характеристиками. Этот процесс продолжается, пока не износится упрочненная, ставшая малодефектной поверхность.
В 2001 г. в связи с оживлением российской цементной промышленности начались поставки устройств «ЭКОФОР» отечественным заводам. В табл.2 приведены результаты, достигнутые во время демонстраций технологии на этих заводах. ОАО «Невьянский цементник», ОАО «Горнозаводскцемент», ОАО «Бо- ровичский Комбинат Огнеупоров» уже купили и эксплуатируют наши устройства.
Таблица 2 – Результаты испытания устройств “ЭКОФОР” при помоле цемента в России
| Завод | Тип помольной системы | Производительность т/час | Увеличение производительности, % | |
| до “ЭКОФОР” | с “ЭКОФОР” | |||
| ОАО “Невьянский цементник” | Замкнутая | 73,8 | 83,5…87,7 | 13,0. .18,8 |
| ОАО “Горнозаводскцемент” | Замкнутая | 75,0 | 86,2 | 15,0 |
| ОАО
” Подольск-Цемент” |
Открытая | 48 | 57 | 18,7 |
Заключение
Устройства «ЭКОФОР» выпускаются по ТУ 4218-001-23060826-97, имеют сертификат соответствия № РОСС RU.ME 48.В00172. Поставка устройств производится в течение двух недель. ЗАО «ЭКОФОР» производит предпродажную демонстрацию и обучение персонала особенностям технологии.
Для предприятий, сокративших объемы выпуска цемента, экономия энергоресурсов при обжиге и помоле позволяет снизить затраты производства. Окупаемость устройств «ЭКОФОР» в этом случае составляет от трех до шести месяцев. В России уже есть цементные заводы, вышедшие на полную мощность производства. Для таких заводов использование устройств «ЭКОФОР» дает возможность дополнительно нарастить выпуск цемента без увеличения энергопотребления и получить ещё большую прибыль.
ЛИТЕРАТУРА
- Патент на изобретение РФ, № 2100492, 1995, «Устройство для наложения техно-физических воздействий на структурируемые технологические переделы».
- Глухарев Н.Ф., «Повышение производительности цементных мельниц с использованием устройств «ЭКОФОР», Цемент и его применение, 2000, №1.
- Губкин А.Н., «Физика диэлектриков», М., 1971.
- Glukharev N.. «The death knell for grinding aids?», European Cement Magazine,1999, №9.
- Glukharev N. «ECOFOR depolarisation technology for intensification of dry grinding», European Cement Conference. Dresden, 2001.
- Lee, Hyung-Woo, «Trials of the Ecofor Device at Hanil Cement», Global Cement and Lime Magazine, 2001, №№9,10.